The great thing about putting together this JewelryMonk site is all the people who have visited it in the past month, over 12,000 visits! This blows me away and truly humbles me. I have had comments from some you and so far I seem to have hit a note with quite a few of you, and all different levels of jewelers from beginners to experienced masters. Yeah, that’s right, I have been doing this “Blog-Thing” for a month now. I am amazed because I have never blogged before and I have realized what I have been missing all these years. I have been making jewelry for close to 30 years and I have accumulated a whole bunch of jewelry tips, tricks, and nuggets of knowledge, and it is a joy to share some of them.
THANK YOU ALL for pushing me forward, and I promise I will keep it up and make this site better and bigger. Ok on with today’s lesson.

Today let’s talk about some basic soldering techniques. Like I said earlier, there are all levels of jewelers visiting this site, and some of you have never soldered, or have done some very limited soldering. I want help you get over your hesitation of getting into the soldering world, and assure you that you can do it. First if you haven’t read Day 5 on Safety and Torch Setup, I suggest you start there.
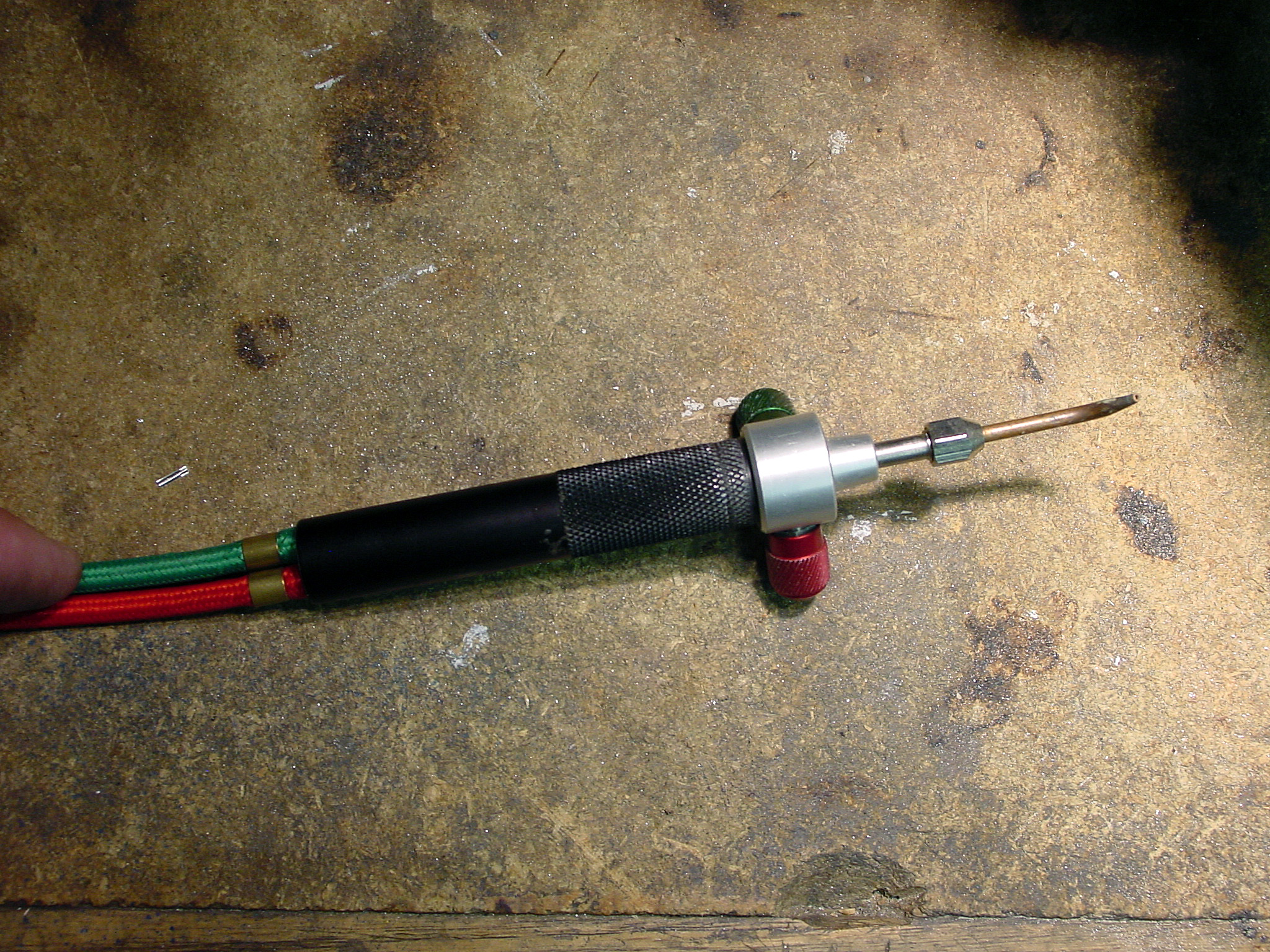
Here are some tools I can’t solder without:
Mini Torch and Tanks, Tungsten Soldering Pick
and Tanks, Tungsten Soldering Pick , Soldering Tweezers
, Soldering Tweezers , Soldering Spring Tweezers
, Soldering Spring Tweezers , Third Hand
, Third Hand , Soldering Board
, Soldering Board .
.


For starters, I learned a “trick” very early in my soldering that I notice not many people do. I am right handed, and I learned early that it is easier to hold the torch in my LEFT hand, so I can use my soldering tweezers and soldering pick in my right (dominant) hand. This just made sense to me, because I need a steadier hand to hold pieces in place, to adjust solder, and control the piece I am soldering. I would suggest learning this way if you are new to soldering, or if you haven’t gotten a soldering habit formed. (if you have a habit formed already, keep refining your skill) Also always try to steady your right hand on your bench pin, or bench, or something to steady it or you will be shaking like crazy.
I will go through this lesson kind of quick, so follow along, or ask questions in the comments section.
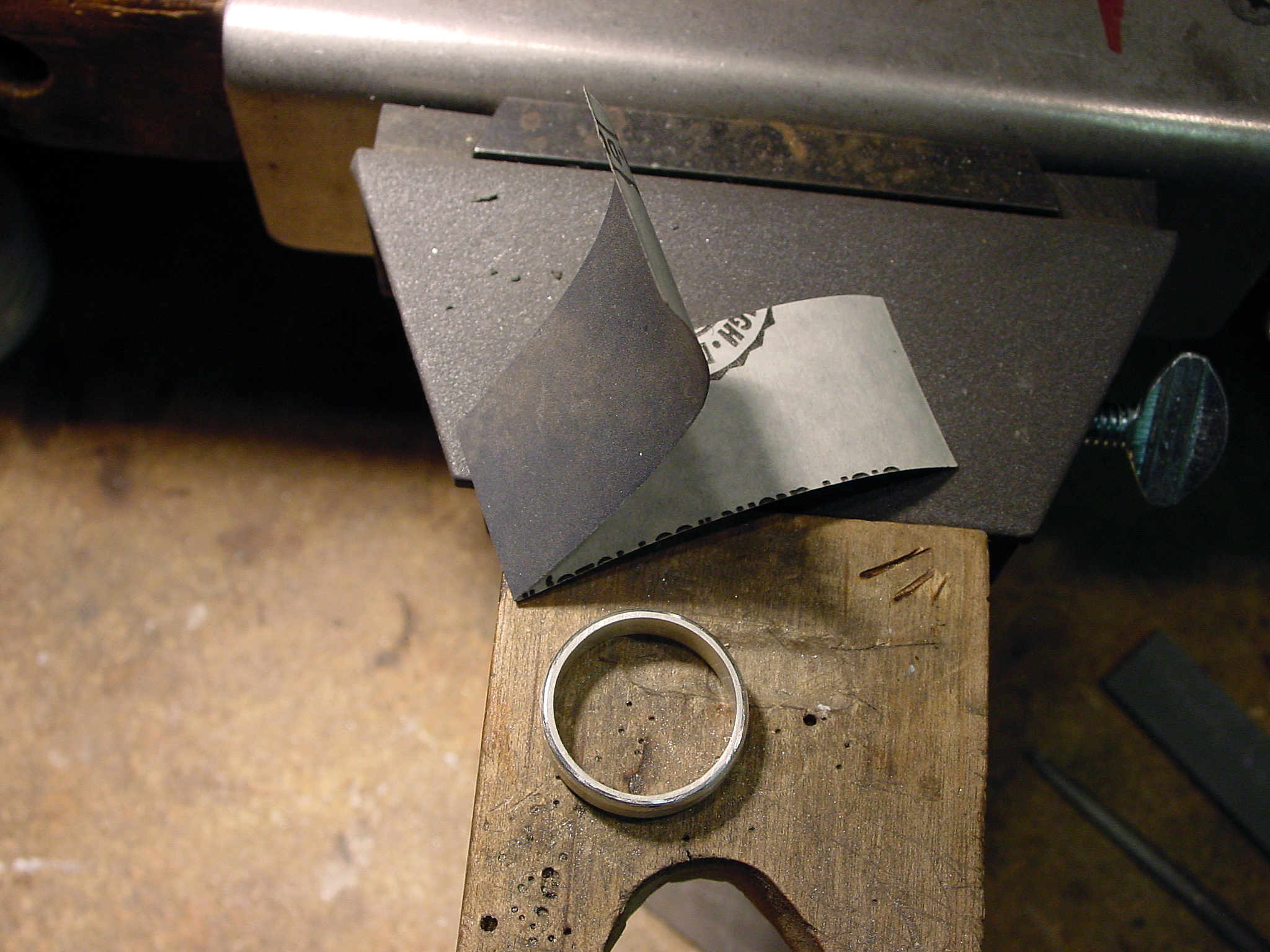
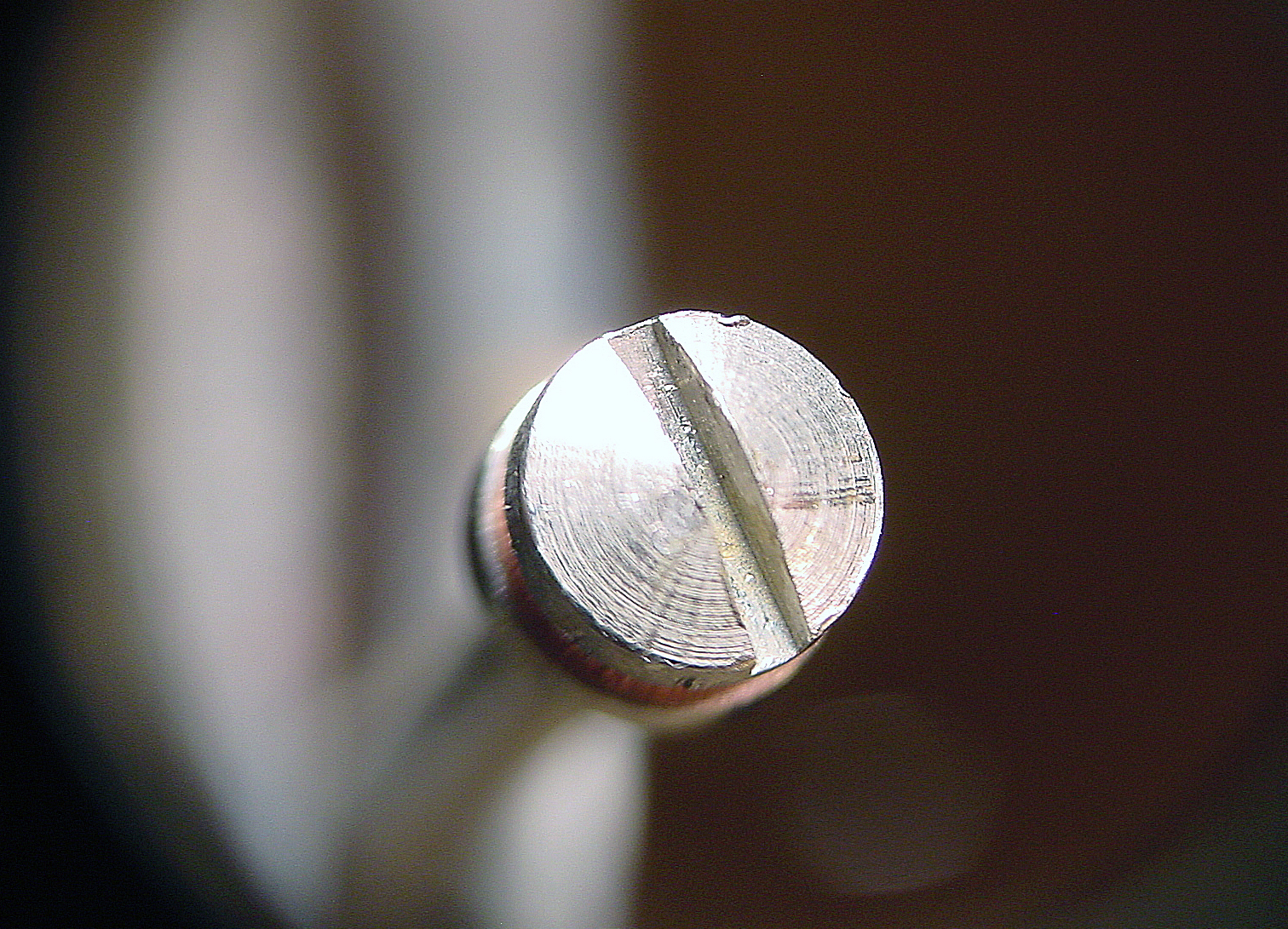
First I cut a piece of sterling silver stock 4mm X 1.5mm and a little over 60mm long for a size 10 ring. I anneal the shank (see Day 9 for annealing tutorial)

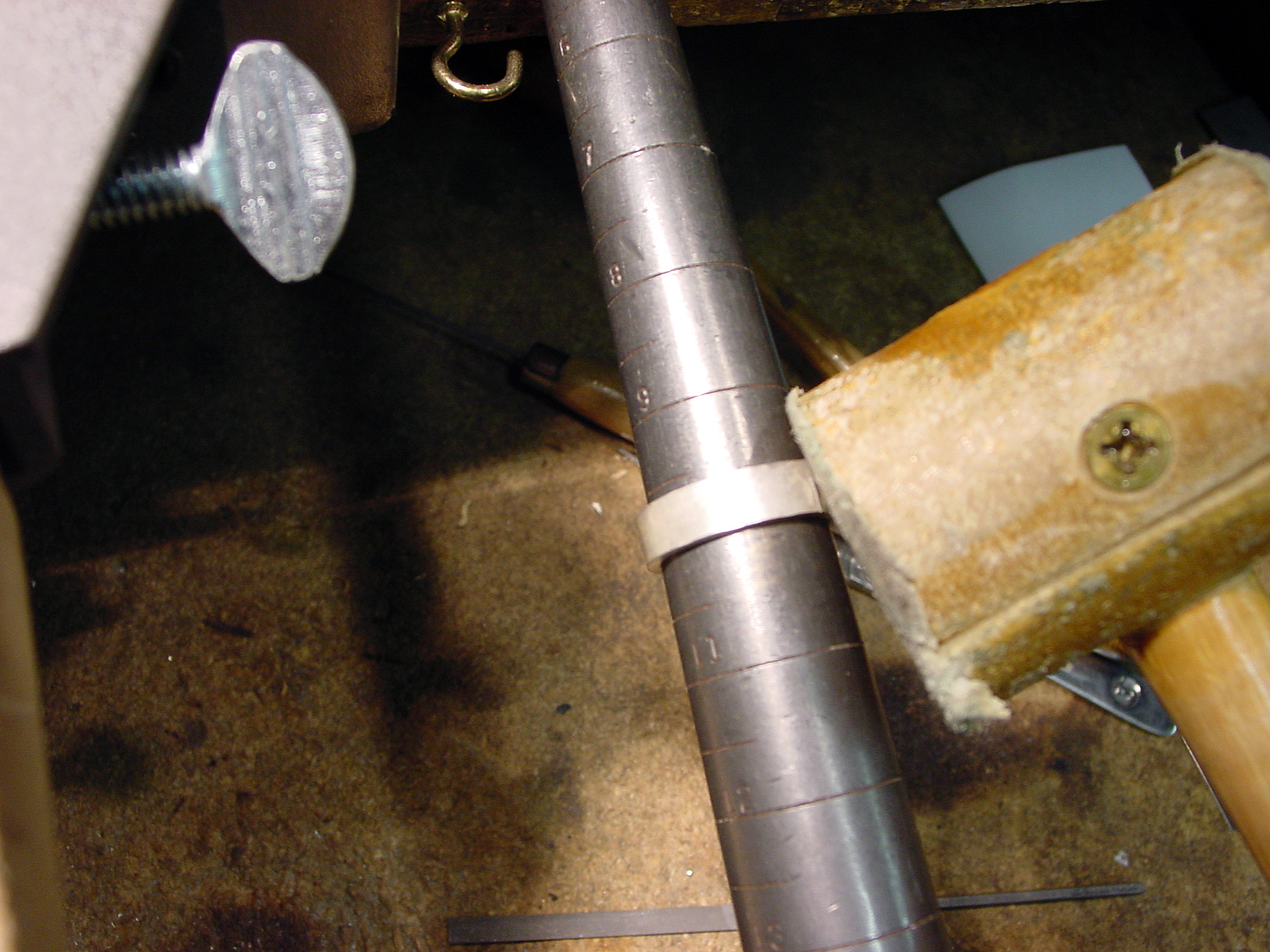
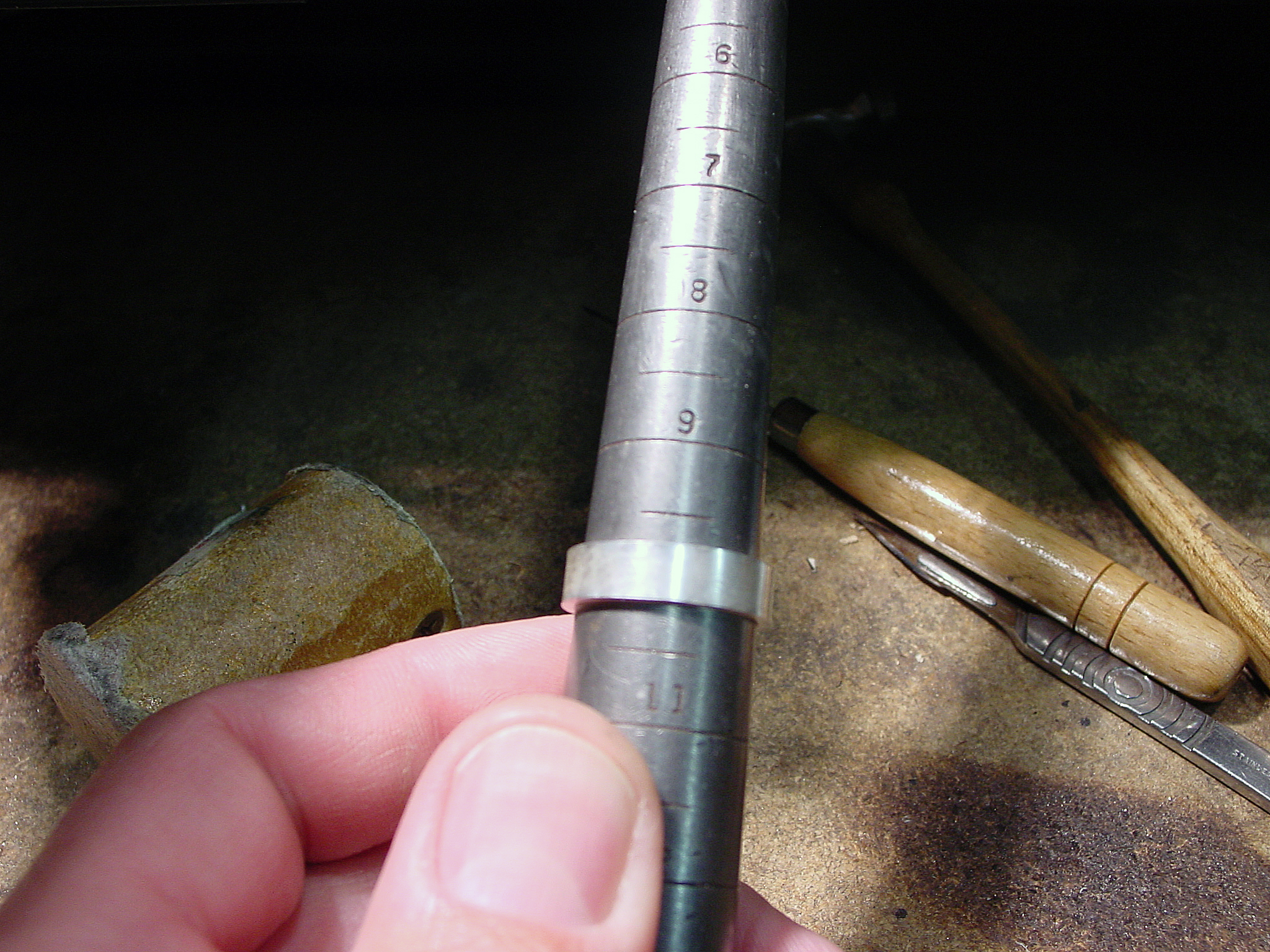
I use a “Stepped Mandrel ” to round the shank because it keeps the inside of the shank straight, not tapered like if you rounded it on a regular tapered mandrel, but this can be worked around if you don’t have a step mandrel.
” to round the shank because it keeps the inside of the shank straight, not tapered like if you rounded it on a regular tapered mandrel, but this can be worked around if you don’t have a step mandrel.


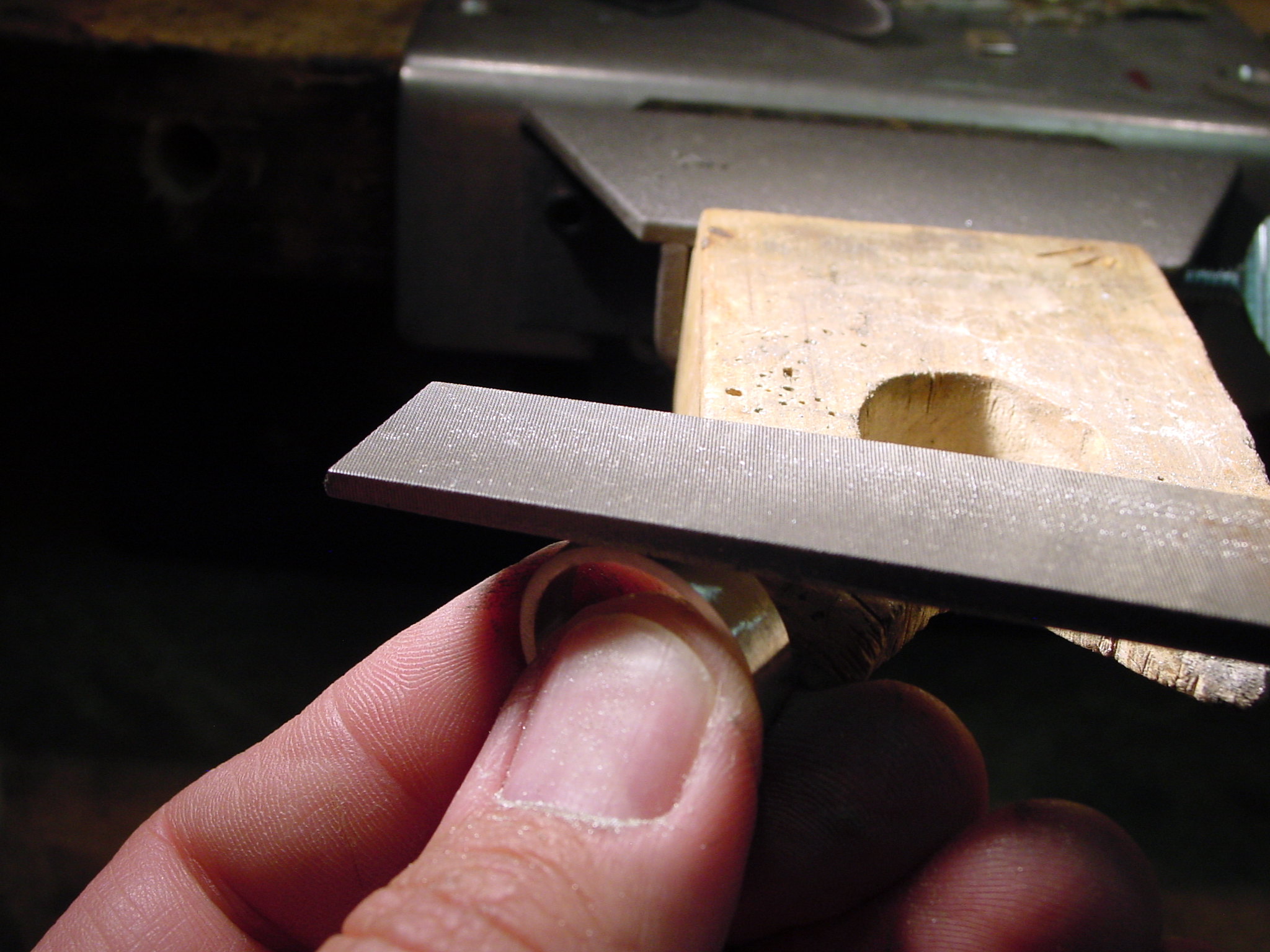
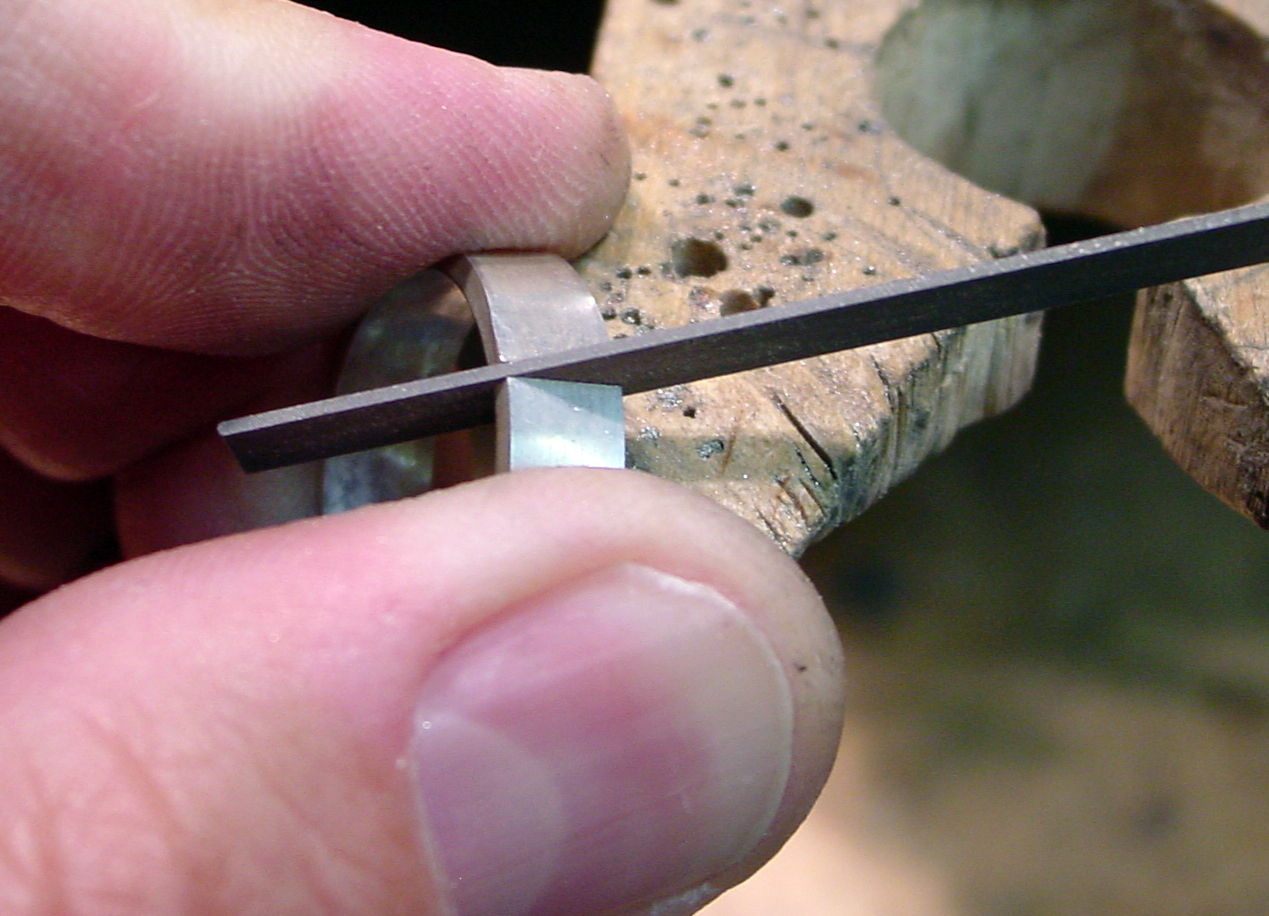
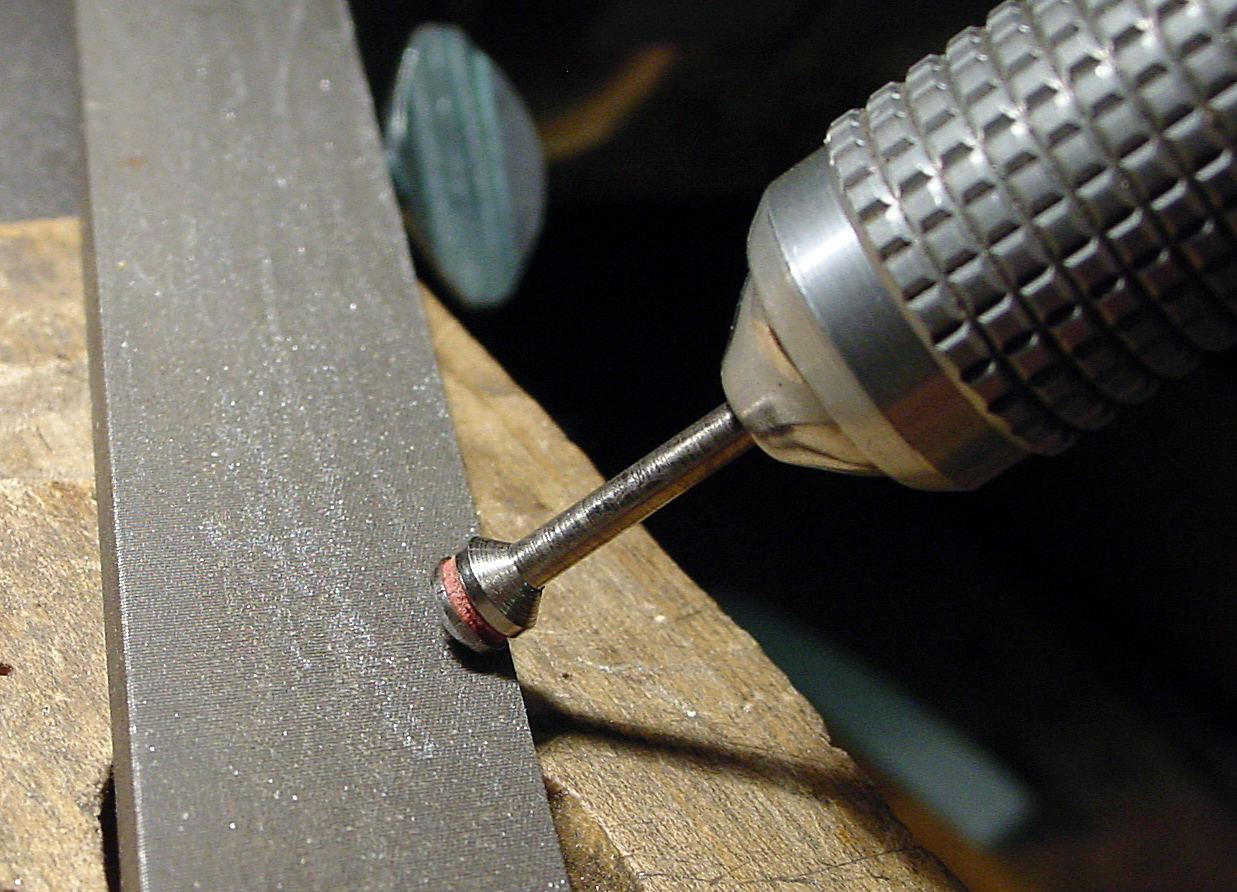
I cut the shank, round the ends with a pair of Flat/Half Round Pliers , tap the shank with a Rawhide Mallet
, tap the shank with a Rawhide Mallet , and file the ends of the shank with a Equalling Needle File #4
, and file the ends of the shank with a Equalling Needle File #4 , then a Escapement Equalling File #6
, then a Escapement Equalling File #6 .
.





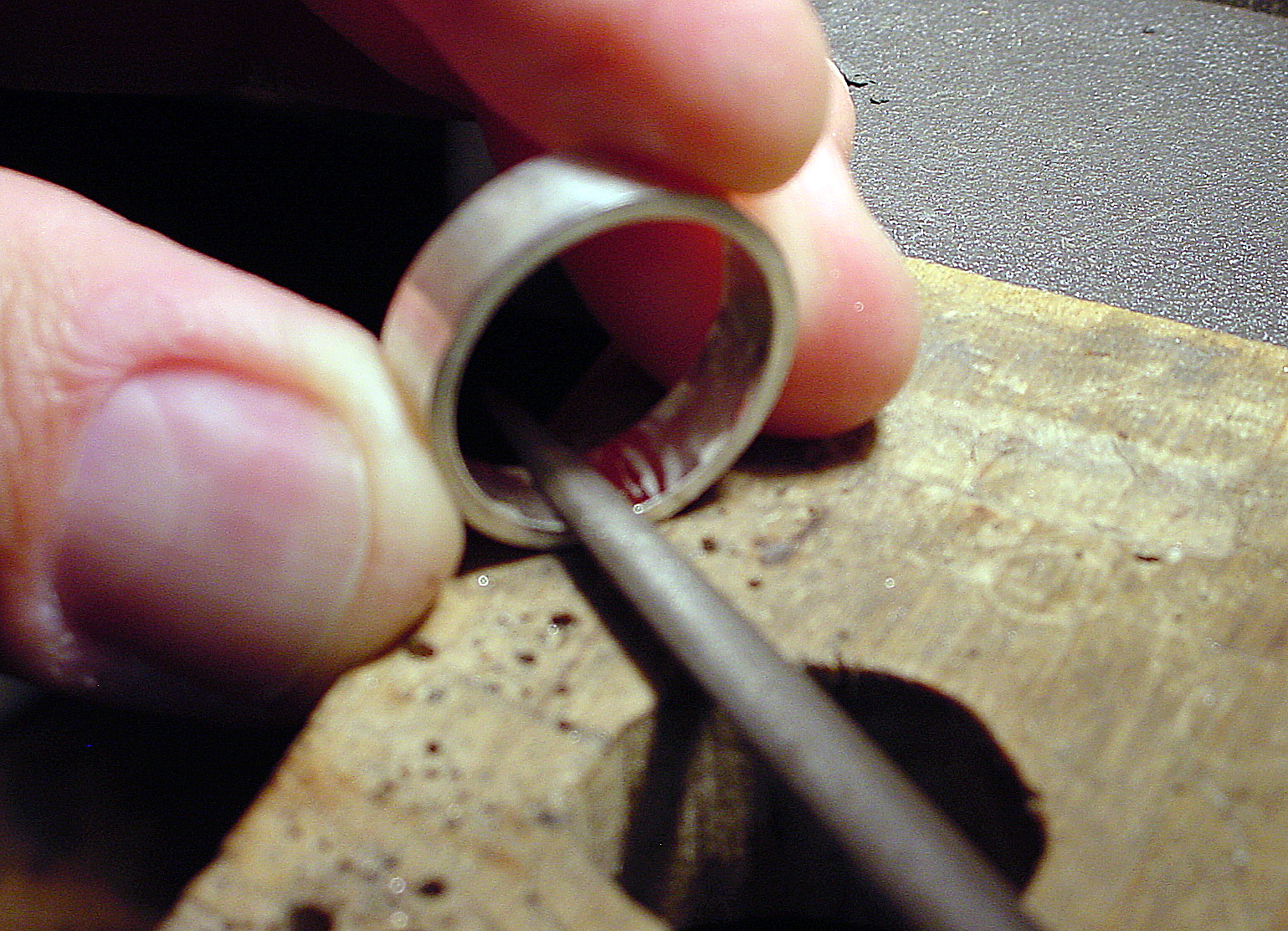
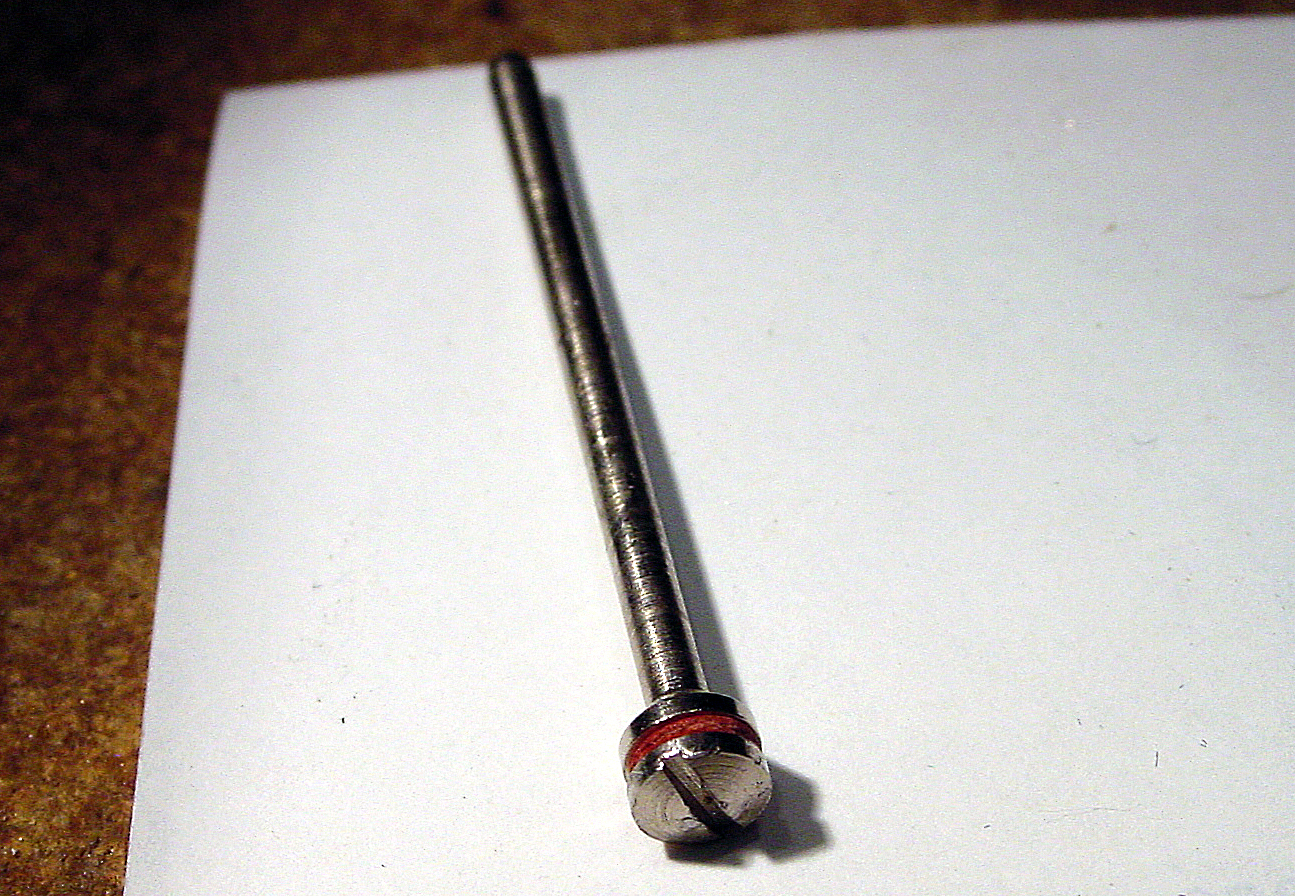
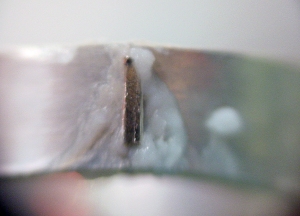
I bend the shank past center to reverse the spring in the shank, (so the tension forces the ends together instead of away from each other), then bend the shank until it matches as close as I can get it.


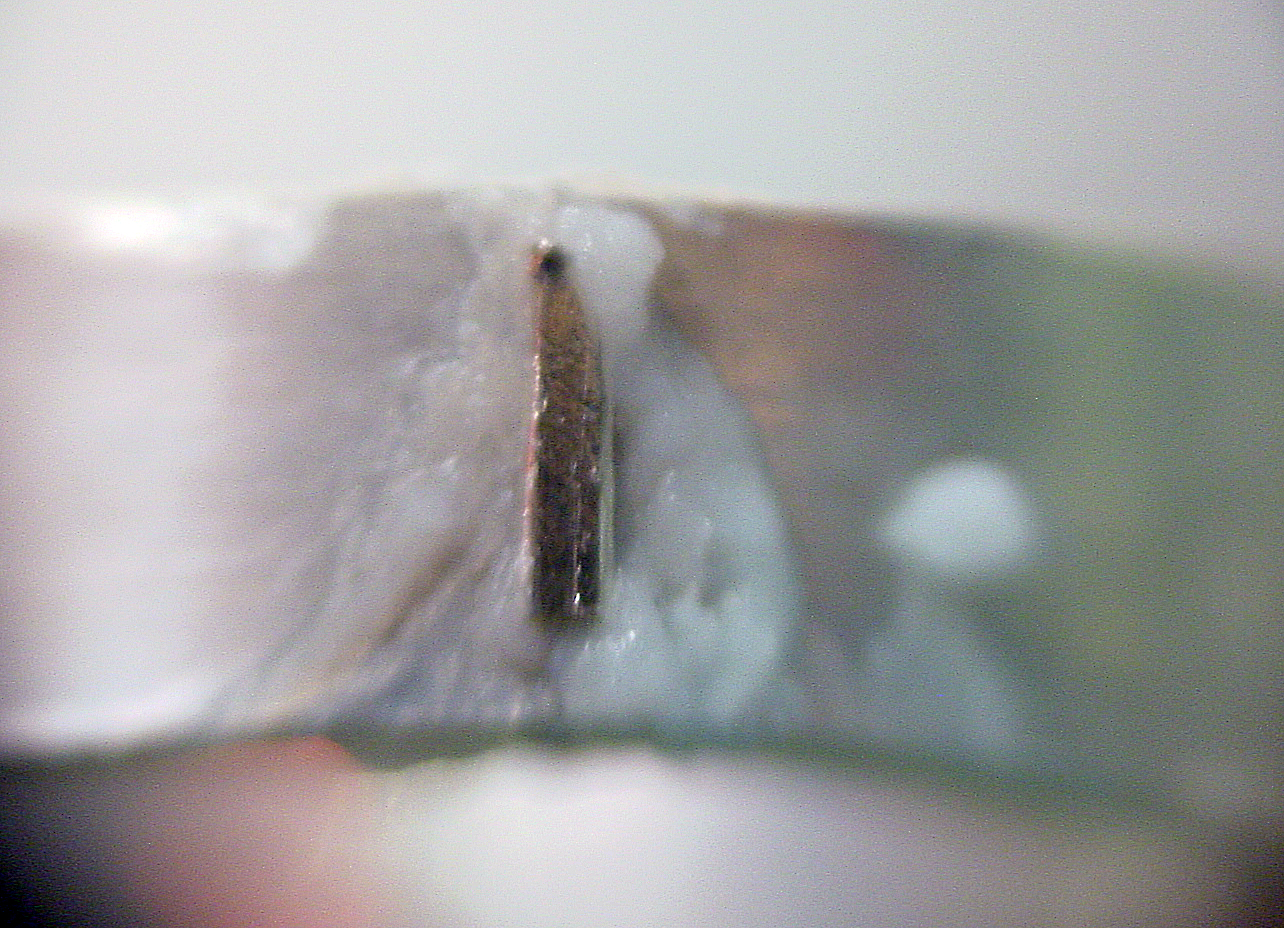
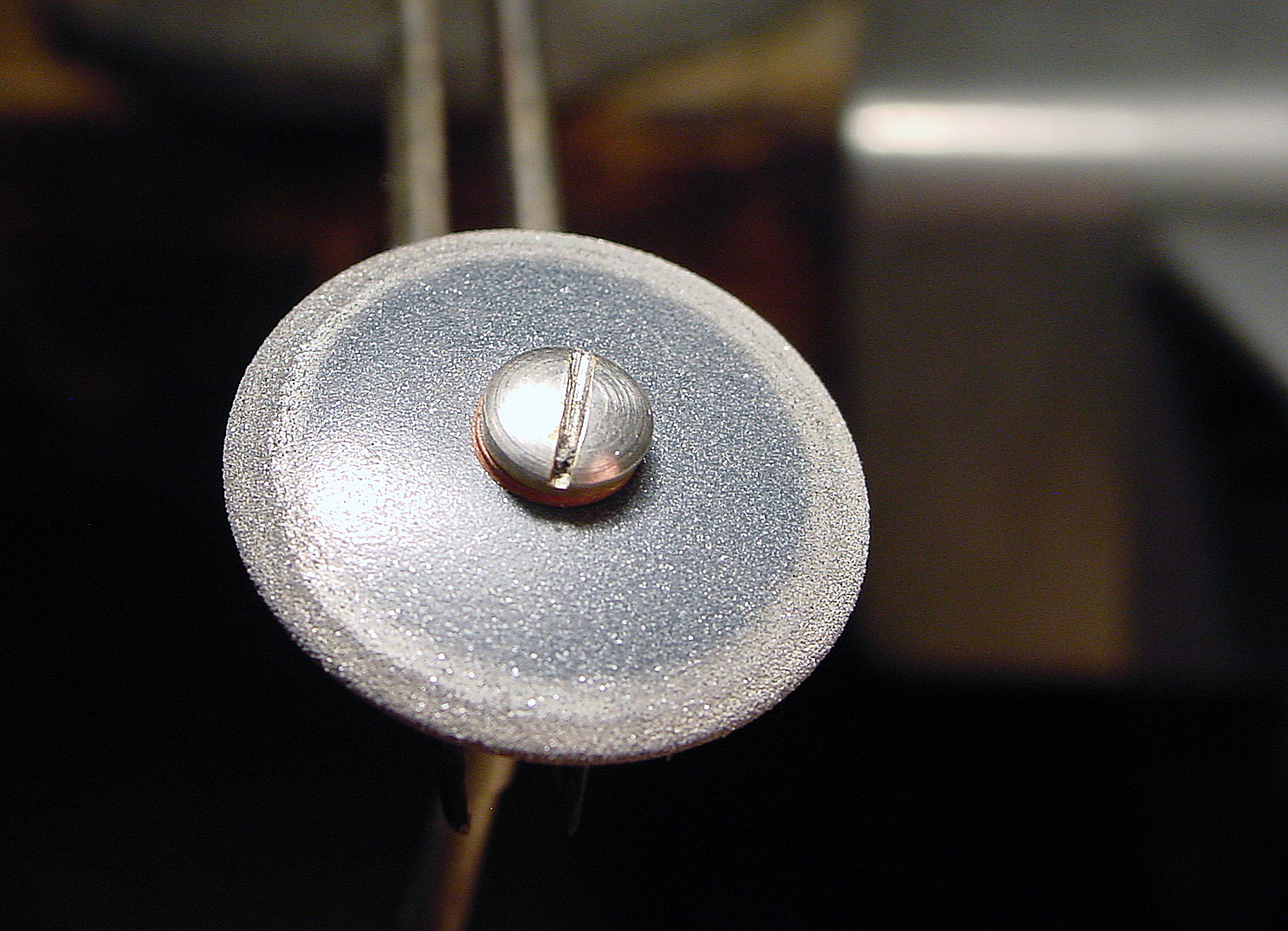
Next I coat the entire soldering joint with Handy Flux and add a piece of silver solder to the top of the joint.
and add a piece of silver solder to the top of the joint.
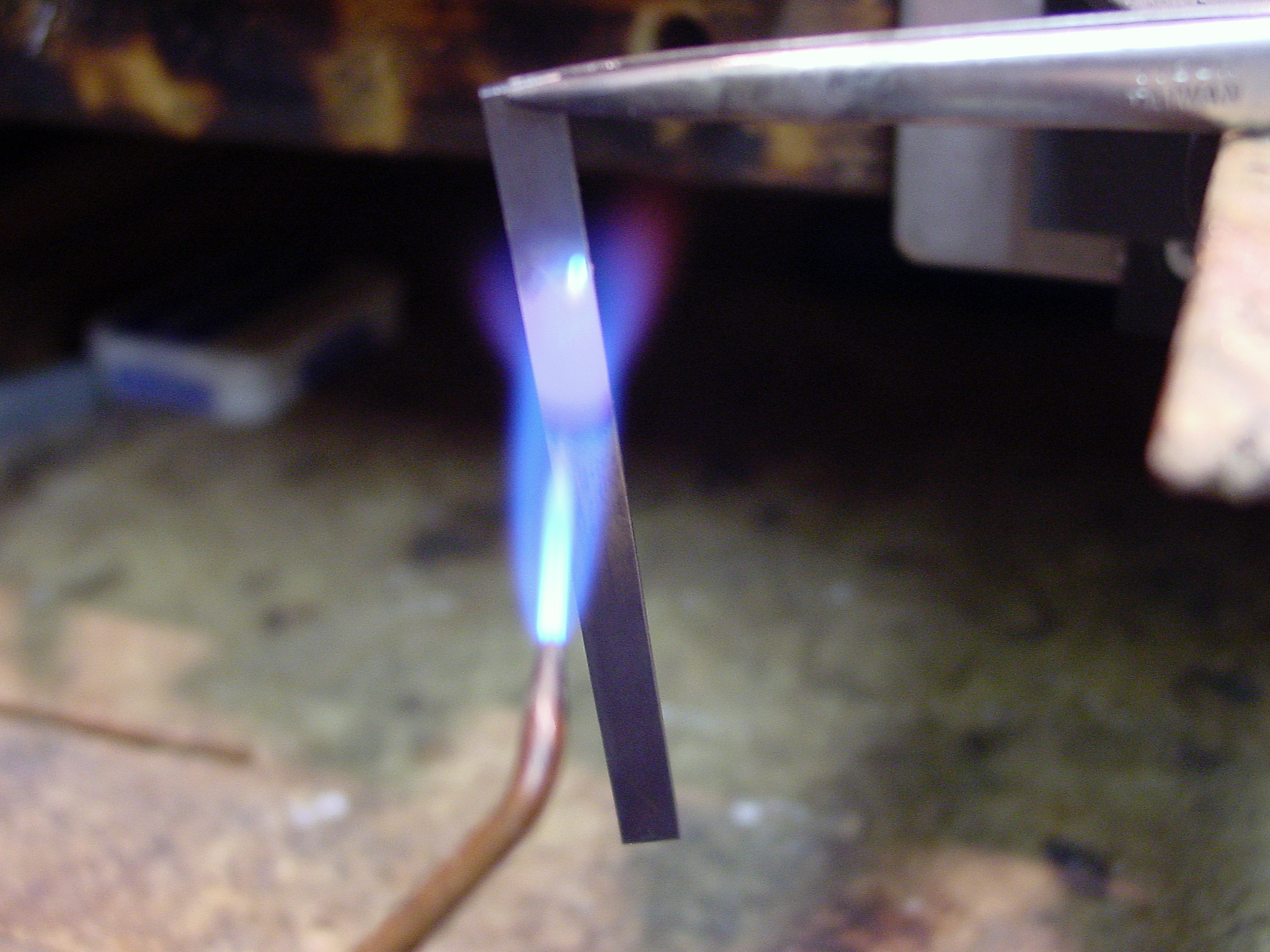
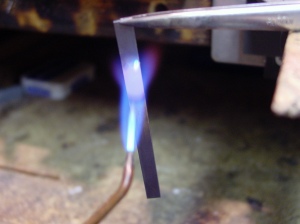
Now, light your torch and get a good flame, not too sharp (pointy blue) and not too bushy (fluffy yellow) and point the torch UNDER the soldering area. You want the flame to be under the shank, to allow the heat to melt the solder, not the flame. Solder follows heat, and if you heat from the underside of the shank, the solder will be pulled “Through” the solder joint. This will make a strong solder joint with less chance for pits. Always remember that solder follows heat, and you want heat to melt the solder, not the flame. If you melt the solder with the flame, you are adding oxygen to the melting solder, adding more chance for pits.



We will get more into soldering in future posts, but I want you to get comfortable with the idea of being someone who can tackle this hurdle if you have never soldered, or get into good soldering habits if you are new.
Thanks for making my first month of blogging an enjoyable experience.
Have a good day!
Doug