Ok, late but still on schedule to post every day for the first 90 days.
I started this pendant project a couple of days ago, we went through a couple of lessons, and today we are going to channel set the stones, bezel set the marquise stone, and final polish it and make it “purty”. I was going to break this up into 2 more lessons, but I figured…..Why wait!


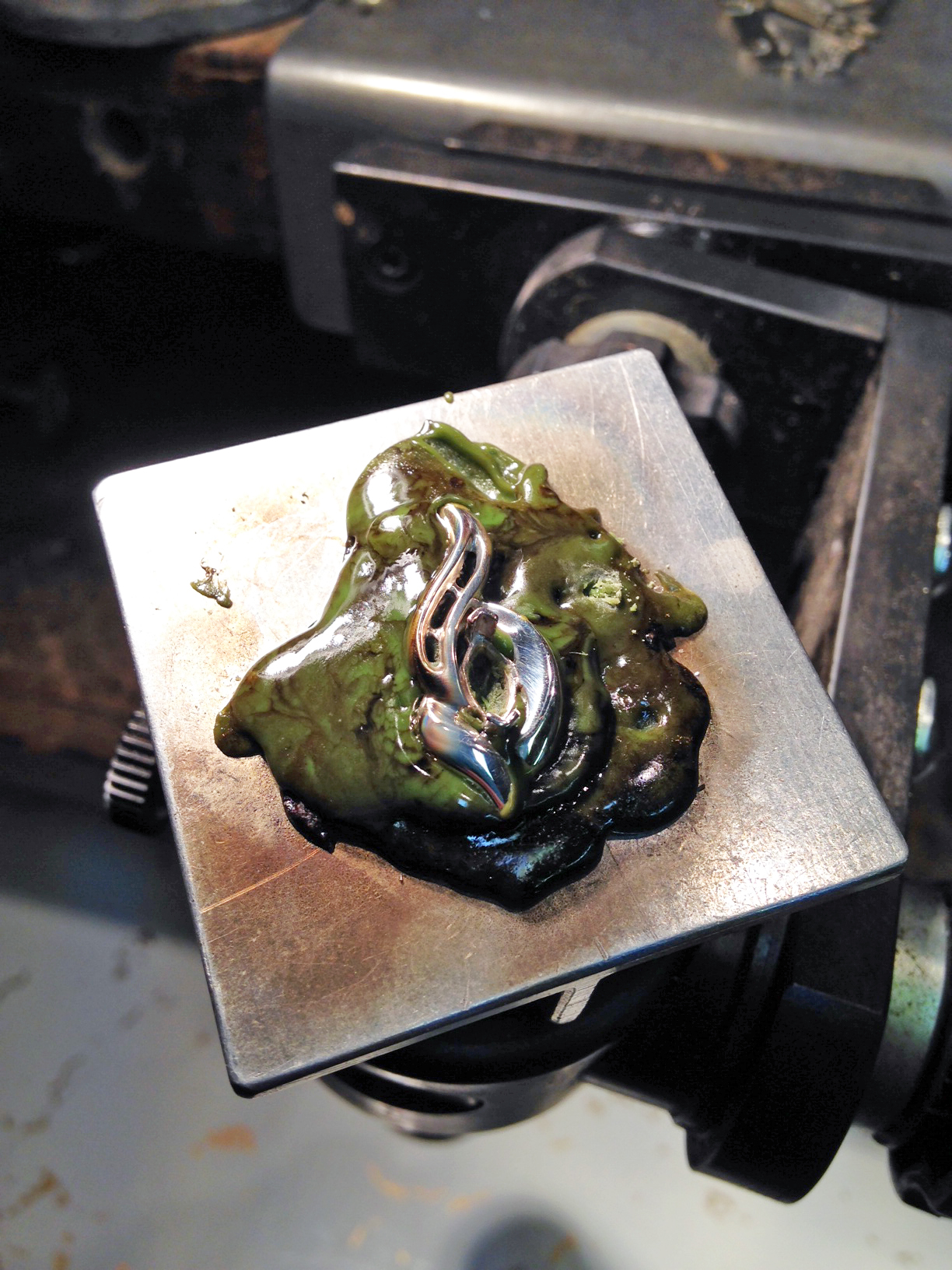
The first thing I do is mount the pendant in “Dop Wax “. I heat up the dop wax carefully with my Smith Mini Torch
“. I heat up the dop wax carefully with my Smith Mini Torch , just enough that the top couple of millimeters is soft. I also warm up the pendant with the torch and place it on the wax, taking care that it doesn’t sink too far into the wax. I want the underside supported, but I don’t want the wax to cover the channel or fill the inside of the channel. If it does fill the inside of the channel, you can push it out of the way with a small pointed tool while it is still marm.
, just enough that the top couple of millimeters is soft. I also warm up the pendant with the torch and place it on the wax, taking care that it doesn’t sink too far into the wax. I want the underside supported, but I don’t want the wax to cover the channel or fill the inside of the channel. If it does fill the inside of the channel, you can push it out of the way with a small pointed tool while it is still marm.

Next I mark the center of the channel by measuring the distance from each end and making a light mark to help line up the first stone. I am going to set 5 stones in this piece, so the center of the channel will be where the first stone will be set. I am setting 2mm stones here, and will cut the first stone seat with a 1.4mm 45 Degree Hart Bur . Make your first cut into the channel wall, leaving a little distance from the top of the channel and the cut. Make a cut into the opposite channel wall at the same height as the first, just not as deep. Start slowly and constantly try the stone in the channel until the stone slides into the deeper of the 2 cuts, and “Almost” drops into the opposite channel cut, then add a little pressure, usually with a finger nail, until it “snaps” into the stone seat.
. Make your first cut into the channel wall, leaving a little distance from the top of the channel and the cut. Make a cut into the opposite channel wall at the same height as the first, just not as deep. Start slowly and constantly try the stone in the channel until the stone slides into the deeper of the 2 cuts, and “Almost” drops into the opposite channel cut, then add a little pressure, usually with a finger nail, until it “snaps” into the stone seat.




Once the stone is in the stone seat that has been cut into the channel walls, I gently tap the channel top of the channel down to add pressure on the stone from both sides. I have made my own tool for doing this by taking an old bur and cutting off the tapered part. I grind it flat with the slightest dome to it, and finish the end with 400 sand paper so it has less of a tenancy to slip off the channel when I am tapping. Be Very Careful, especially on silver, the channels will move easily and you do not want to break the stone. Tap Lightly!



Now that the first stone is set, I will move to the end stone, I rub a little soft red wax on the top of the channel, place the stones on the wax to make sure I am giving myself enough room to fit all the stones in the space provided, and mark the channel where I want the end stone to be set. I repeat the steps I did for the center stone.




Next I set the middle stone in between the 2 stones I set already and repeat the same process as the other 2 stones. Once the first 3 stones are set, I move to the other side and repeat the process I did for the first 3 stones and set the last 2 stones. Once all 5 stones are set and held in place, I sometimes go over the whole channel with my Hammer Hand Piece to make sure all stones are secure and to blend the top of the channel. This is more important on harder metals like gold or white gold, or even thick channels in silver with bigger stones. I next smooth the tops of the channels with a Rubber Wheel to blend the channel rails and prepare for polishing.
to make sure all stones are secure and to blend the top of the channel. This is more important on harder metals like gold or white gold, or even thick channels in silver with bigger stones. I next smooth the tops of the channels with a Rubber Wheel to blend the channel rails and prepare for polishing.




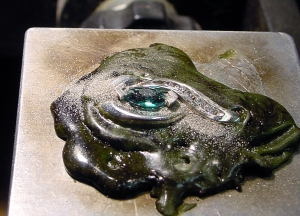
Lastly, I set the Chatham Emerald Marquise stone. I first mark how high I want the stone to set and I use a 0.8mm Ball Bur to drill a small divot in the center of the bezel. I do this so there is no pressure on the point of the stone, this is the most fragile part of the stone and too much pressure here will chip the stone. I cut seats into the bezel using either a ball bur, hart bur or a cylinder bur. in this case, I used the same ball bur I used to create the divot. I place the stone in the seat, and press the bezels towards the stone with a Flat End Prong Pusher, until the stone is held in place.
to drill a small divot in the center of the bezel. I do this so there is no pressure on the point of the stone, this is the most fragile part of the stone and too much pressure here will chip the stone. I cut seats into the bezel using either a ball bur, hart bur or a cylinder bur. in this case, I used the same ball bur I used to create the divot. I place the stone in the seat, and press the bezels towards the stone with a Flat End Prong Pusher, until the stone is held in place.





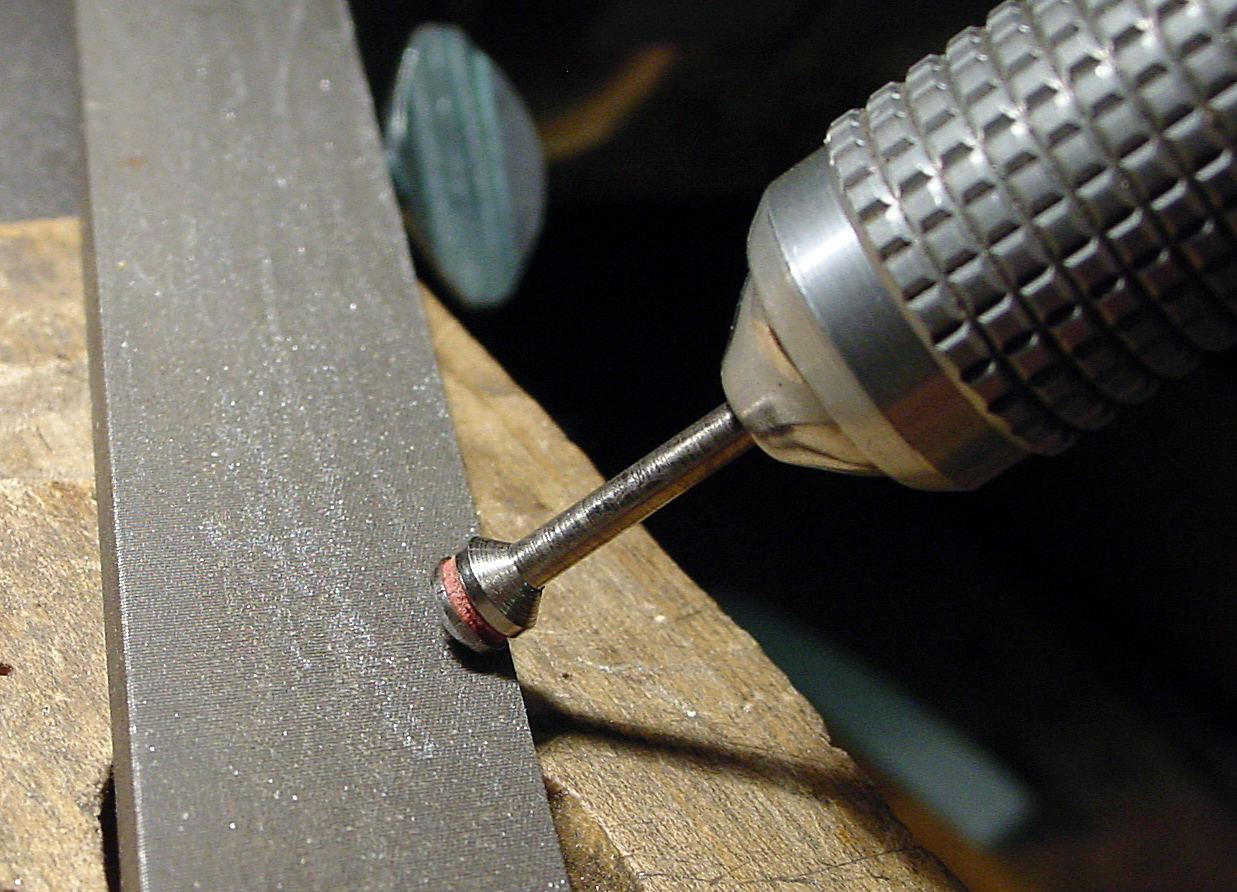
I filed the bezels down to the level I want, using a #4 Flat Hand File , and then press the bezels towards the stone until the stone is tight and does not move in the setting.
, and then press the bezels towards the stone until the stone is tight and does not move in the setting.


Lastly I remove the pendant from the dop wax, with my torch I carefully add heat while pulling on the pendant until it releases. I place the pendant in a small jar of Denatured Alcohol and place the jar in my Ultrasonic Cleaner
and place the jar in my Ultrasonic Cleaner to speed up the wax removal process.
to speed up the wax removal process.



Lastly I touch up the channels a bit with a rubber wheel and 600 sandpaper on a small split mandrel, and shine up on a polishing wheel with Red Rouge .
.
There you have it, a quick lesson on channel setting, bezel setting, polishing, and stone layout all in one project.
I hope this inspires you to do something great!
Until next time.
Doug